Technical Parameters

Mechanical Properties

Storage
Unless otherwise specified, the fiberglass products should be stored in a dry, cool and moisture-proof area. The room temperature and humidity should be always maintained at 15°C~35°C and 35% ~ 65%.It is best if the product is used within 12 months after production date.The fiberglass products should remain in their original packaging until just prior to user .
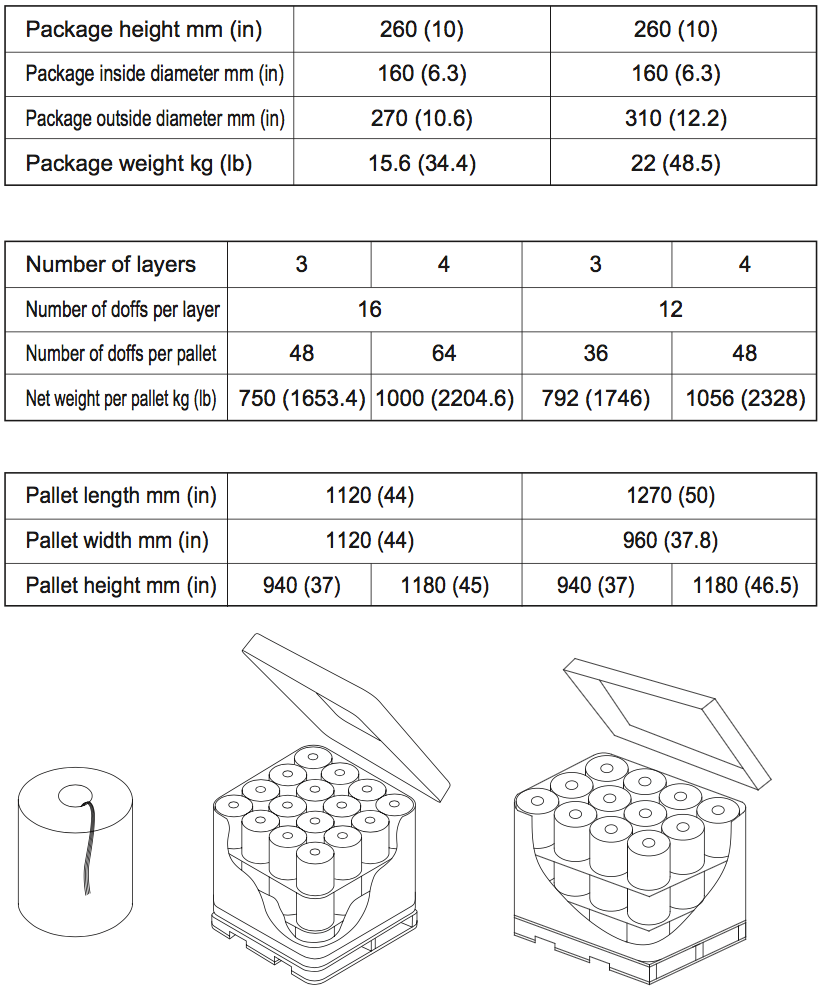
To ensure safety and avoid damage to the product, the pallets should not be stacked more than three layers high. When the pallets are stacked in 2 or 3 layers, special care should be taken to correctly and smoothly move the top pallet.
Packaging
* The product can be packed on pallet or in small cardboard boxes.
Pultrusion Process
 Pultrusion process is used to make continuous, constant cross-section shapes, either solid or hollow shapes. The process involves pulling continuous rovings, mats or fabrics through an impregnation bath, squeeze-out and shaping section and the heated die. Because it takes hundreds of roving packages to make a Pultruded part, creels must be used to store them and guide them efficiently. By use of beck tension and forming tools, the reinforcements are guided precisely into an exact location in the bath and in the final part. The excess resin is gradually squeezed out before entering the curing die. The final shape is formed under high temperature and high pressure (created by packing resistance and heat expansion) conditions, making it virtually void free. Low voids are critical for Electrical parts. Because of the high reinforcement loading, the resulting parts can have very high mechanical strength and modulus, in the zero degree direction. This makes Pultruded shapes excellent structural members (I-beams, angles and T-sections) used in gratings and large structures. Variations of Pultrusion process included: pull-forming, using UV or Radiation curing and simple coating die production of strength members.
Pultrusion process is used to make continuous, constant cross-section shapes, either solid or hollow shapes. The process involves pulling continuous rovings, mats or fabrics through an impregnation bath, squeeze-out and shaping section and the heated die. Because it takes hundreds of roving packages to make a Pultruded part, creels must be used to store them and guide them efficiently. By use of beck tension and forming tools, the reinforcements are guided precisely into an exact location in the bath and in the final part. The excess resin is gradually squeezed out before entering the curing die. The final shape is formed under high temperature and high pressure (created by packing resistance and heat expansion) conditions, making it virtually void free. Low voids are critical for Electrical parts. Because of the high reinforcement loading, the resulting parts can have very high mechanical strength and modulus, in the zero degree direction. This makes Pultruded shapes excellent structural members (I-beams, angles and T-sections) used in gratings and large structures. Variations of Pultrusion process included: pull-forming, using UV or Radiation curing and simple coating die production of strength members.